Polipropilēna caurules arvien vairāk kļūst par veiksmīgu tērauda un čuguna kolēģu nomaiņu no tām, kuras iepriekš tika izmantotas santehnikā. Daudzas privātmājas, kas tiek būvētas, tagad ir aprīkotas ar apkures sistēmām, karstu ūdeni un karstu ūdeni, kas uzstādīts uz polipropilēna pamata.
Turklāt apkures uzstādīšanu no polipropilēna caurulēm ir viegli veikt patstāvīgi. Jebkurā gadījumā plastmasas sistēmas izveidošana ir daudz vienkāršāka nekā metāla.
Apkure uz polipropilēna bāzes
Ja tiek nolemts izgatavot apkures sistēmu vai kādu citu no polipropilēna caurulēm, kapteinim papildus plastmasas piedurknēm būs nepieciešams papildu aprīkojums.
Jo īpaši būs nepieciešams šāds materiāls, aprīkojums, instrumenti:
- cauruļu šķēres vai cauruļu griezējs;
- santehnikas lodēšana;
- folijas noņēmējs;
- blīvējuma lente (ftoroplastovaya);
- ass nazis;
- attaukošanas līdzekļi (piemēram, Tangit salvetes);
- nepieciešamais armatūras sortiments;
- mērlente un marķieris;
- stiprinājumi, skrūves un dībeļi.
Jums jāpievērš uzmanība galvenajam materiālam - PP caurulēm, no kurām ir paredzēts izveidot apkures sistēmu. Tā kā apkures sistēmu no polipropilēna caurulēm var salikt, pamatojoties uz citas klases materiālu.

Dzīvojamo māju apkures sistēma, kas uzstādīta uz polipropilēna caurulēm, jau ir pazīstams ikdienas veids. Praktiskums un vienkāršā izgatavošana padarīja polipropilēnu par ļoti populāru.
Precīza montāžas izvēle ir atkarīga no paredzētajiem ekspluatācijas apstākļiem.
Klasifikācija un projektēšanas parametri
Esošie GOST standarti (ISO10508) nosaka polipropilēna piedurkņu klasifikāciju, pamatojoties uz kuru šo materiālu var izmantot noteiktos darba apstākļos.

PP cauruļu marķēšana skaidri norāda darbības parametrus. Ņemot vērā šo apzīmējumu, ir viegli un vienkārši izvēlēties materiālu konkrētai apkures sistēmas konfigurācijai
Garos polipropilēna izstrādājumus iedala 4 klasēs (1,2, 4,5) atbilstoši tipiskajām pielietojuma jomām un atbilstoši darba spiediena vērtībām (4,6,8,10 ATI):
- 1. klase (karstā ūdens sistēmas līdz 60 °);
- 2. klase (karstā ūdens sistēmas līdz 70 ° C);
- 4. klase (grīdas apsildes un radiatoru sistēmas līdz 70 ° C);
- 5. klase (radiatoru sistēmas līdz 90 ° C).
Piemēram, polipropilēna caurules ir vajadzīgas, lai izgatavotu apkures sistēmu zemā temperatūrā. Pēc tam, izmantojot apzīmējumu uz cauruļu ārējās virsmas, jūs varat noteikt piemērotu materiālu.
Šajā gadījumā diezgan piemērotas ir piedurknes ar apzīmējumu - klase 4/10, kas atbilst robežtemperatūras parametram 70 ° C un pieļaujamajam darba spiediena robežai - 10 ATI.
Nozare, kā likums, ražo universālus produktus. Izgatavotos produktus atbalsta plaša klasifikācija. Šāda materiāla dokumentācijā PP cauruļu marķējums ir norādīts ar pieļaujamo parametru standarta uzskaitījumu (klase 1/10, 2/10, 4/10, 5/8 josla).

Katra zīmola produkta ārējai virsmai ir pielietojuma klases apzīmējums, kas faktiski nosaka mājas apkures nākotnes dizaina darbības parametrus
Tādējādi, cerot māju sildīt no polipropilēna ar savām rokām, kapteinis parasti izvēlas galveno materiālu tiešā proporcijā:
- no plānotajiem darbības parametriem;
- no dzesēšanas šķidruma sildīšanas metodēm;
- no piemērojamās normatīvās sistēmas.
Ieteicams arī aprēķināt nākotnes apkures sistēmas kalpošanas laiku, izmantojot šādus parametrus:
- augstākās vērtības Trabs un Prabs;
- caurules sienas biezums;
- ārējais diametrs;
- drošības koeficients;
- apkures sezonas ilgums.
Polipropilēna kalpošanas laikam vidēji jābūt vismaz 40 gadiem.
PP cauruļu sistēmas montāžas soļi
Apsveriet, kā izgatavot cauruļvadu no polipropilēna, ņemot vērā uzstādīšanas normas un noteikumus. Tīkla ražošanas sākumam vajadzētu būt rūpīgai visu topošās sistēmas komplekta detaļu pārbaudei. Sastāvdaļām (caurulēm, veidgabaliem) jābūt labā stāvoklī - tīrām, bez bojājumiem.
Ieteicams izmantot tikai viena ražotāja detaļas. Darba vietas apkārtējā temperatūra ir vismaz + 5 ° C.

Detaļu komplekts apkures sistēmas montāžai no polipropilēna izstrādājumiem apvieno dažādas tehniskas sastāvdaļas, kuru izmantošana inženiertehniskā projekta būvniecībā ir obligāta
Sistēmas polipropilēna daļu savstarpēju savienošanu atļauj viens no trim metināšanas veidiem:
- Polifūze.
- Elektrofūzija.
- Muca.
Apkures un ūdens apgādes sistēmu montāžai tiek ražotas ne tikai polipropilēna caurules un veidgabali metināšanai. Viņi ražo arī īpašus vītņotus veidgabalus, kas nepieciešami slēgvārsta un vadības vārstu ar metāla korpusiem uzstādīšanai.
Pašās polipropilēna caurulēs vītņošana netiek veikta ne rūpnīcā, ne mājās. Tos savieno tikai ar karstu, reti aukstu metināšanu.
Instalācijas darbu iezīmes
Visas instalācijā izmantotās sastāvdaļas, ja tās tiek pielāgotas izmēram, tiek sagrieztas ar speciāli šim nolūkam paredzētu cauruļu griezēju vai šķērēm.
Darbu ar šo rīku pavada vienmērīgs, tīrs griezums, kas ir svarīgs punkts kvalitatīva savienojuma izveidošanai.

Izmantojot šādu instrumentu, polipropilēns tiek sagriezts pēc izmēra - pielāgots noteiktai nākotnes apkures sistēmas zonai. Cauruļu griezēji - instrumenti, kuru tehniskais raksturojums ir daudzveidīgs. Roku tehnoloģija, ko parasti izmanto mazām caurulēm.
Ja nepieciešams veikt pāreju no “plastmasas-metāla”, karstā ūdens un apkures cauruļvados ir jāizmanto tikai montāžas pārejas, kas aprīkotas ar iespiestu misiņa (ar niķeli pārklātu) uzmavu ar vītni (iekšēju vai ārēju). Šādu savienojumu pievilkšanu veic, izmantojot lentes taustiņus, ja standarta atslēgai nav profila.
Tradicionāli polipropilēna apkures cauruļvadu, arī ar savām rokām, ar sakausējuma metodi montē ar polifūzijas metināšanas mašīnu. Šāda veida ierīču darba komplektā ietilpst sprauslu grupa, kas izgatavota dažādiem plastmasas caurules diametriem.
Ir nepieciešams izvēlēties piemērotas sprauslas, uzstādīt tās uz sildīšanas plāksnes un piestiprināt ar skrūvēm.

Polifūzijas metināšanas tehnika un aparāts, kas nepieciešams apkures projekta uz polipropilēna bāzes uzstādīšanai. Šis rīks ļauj ātri un viegli metināt atsevišķas shēmas daļas, izveidot sarežģītas tehnoloģiskas vienības
Pašreizējais daudzfunkcionālā metināšanas aparāta regulators nosaka darba temperatūru, kā likums, 250–270 ° C. Ir jāgaida, līdz ierīce pilnībā sasilst. Darbības režīma sasniegšanu norāda kontrollampiņa.
Dažās ierīcēs ir kontakta termometrs, kas nosaka sildīšanas temperatūru ar precizitāti līdz vienam grādam.
Polipropilēna metināšanas procedūra
Soli pa solim visas darbības parasti notiek šādi:
- Izmēriet un izgrieziet nepieciešamo piedurknes gabalu.
- Izmantojot asu nazi, nogrieziet darba galu 30–40 ° leņķī.
- Izmēriet piedurknes daļu armatūras iekšpusē un atzīmējiet apmali ar marķieri.
- Atstājiet aksiālās zīmes arī uz detaļām, lai novērstu pagriešanos.
- Izmantojot trimmeri, noņemiet plastmasas (augšējo) un alumīnija (vidējo) slāņus uz savienojuma caurules sekcijas.
- Ar speciālu instrumentu notīriet darba (metinātās) virsmas.
- Pārejiet pie detaļu sildīšanas procedūras.
Pirmais, ko uzliek armatūrai, ir armatūra, ņemot vērā šīs daļas biezāku sienas izmēru salīdzinājumā ar cauruli. Armatūrai jābūt cieši pieguļai pie metināšanas iekārtas sprauslas korpusa. Ja tiek novērota brīva spēle (spēlēšana, piekāršana), montāža ir jānoraida.

Divu atsevišķu komponentu - polipropilēna caurules un veidgabalu - metināšanas procedūra nodrošina skaidru kausēšanas daļu secību. Pirmie, kas vienmēr dodas uz “ugunskura” montāžu
Tad otras sprauslas iekšpusē tiek ievietots apstrādātais polipropilēna caurules gals. Nosēšanās blīvumam šeit arī jāatbilst vienota kontakta kritērijam pa visu apkārtmēru. Abas detaļas tiek turētas uz sildīšanas plāksnes tabulā norādīto laiku:
| Daļas diametrsmm | Sildīšanas laikssek |
| 16 | 5 |
| 20 | 5 |
| 25 | 7 |
| 32 | 8 |
| 40 | 12 |
| 50 | 18 |
| Daļas diametrsmm | Apņemieties laikusek |
| 16 | 6 |
| 20 | 6 |
| 25 | 10 |
| 32 | 10 |
| 40 | 20 |
| 50 | 20 |
Pēc vadības sekundēm detaļas tiek noņemtas no sprauslām un savienotas ar vienmērīgu, vienmērīgu caurules ievadi veidgabalā (izņemot aksiālo pārvietojumu).
Caurules ievadīšana armatūras dobumā tiek veikta līdz marķiera atzīmei. Tomēr savienojums nav pilnībā izveidots. Jāatstāj apmēram 1 mm iekšējais klīrenss.

Divu daļu, kas uzsildītas līdz kušanas temperatūrai, savienojums, izmantojot polifūza aparātu. Šeit ir svarīgi īsu laika posmu veikt skaidras artikulācijas darbības bez sāniskas un aksiālas nobīdes
Pēc PP cauruļu savienošanas ar lodēšanu vietai detaļu savienošanai vismaz 20 sekundes vajadzētu palikt nekustīgai (fiksētai). Šajā laikā izkausētā plastmasa sacietē un veidojas stiprs, noslēgts savienojums.
Lai sasniegtu pilnu stiprību, metinātais bloks vismaz 1 stundu jāuzglabā bez slodzes. Ar šādu paņēmienu tiek samontēta visa apkures sistēma, iegūstot īsas sekcijas ar sekojošu integrāciju mezglos un maģistrālajās līnijās.
Lineārās izplešanās (saspiešanas) uzskaite
Ārējās un iekšējās temperatūras svārstības neizbēgami rada polipropilēna lineāru izplešanos vai saraušanos. Šīs īpašības jāņem vērā PP cauruļvadu uzstādīšanas laikā. Ja apkures sistēmas cauruļvadu raksturīgās lineārās izmaiņas netiek atbilstoši kompensētas, šis nosacījums samazina visa mezgla kalpošanas laiku.
Polipropilēna izstrādājumu lineārā izplešanās kompensācija tiek panākta paša materiāla elastības īpašību dēļ. Ir nepieciešams tikai pareizi izvietot maģistrālās līnijas. Pareiza uzstādīšana nodrošina cauruļvada pārvietošanās brīvību lineārā izplešanās robežās.
Kā nodrošināt šādu uzstādīšanu? Ļoti vienkārši. Instalācijas komplektā jāiekļauj speciāli kompensatori, standarta montāžas skavas, kas sastāv no fiksētiem un pārvietojamiem elementiem.

Diagrammā parādīts polipropilēna cauruļvada ierīces lineārās izplešanās kompensācijas piemērs. Metode - atbalsta kronšteinu optimāla izvietošana. Pareiza fiksēto (NK) un pārvietojamo (PC) iekavu secība palīdz kompensēt nobīdi
Lineāro izplešanos var kompensēt arī ar cauruļvada iepriekšēju spriegošanu. Šī pieeja saīsina pagarinājuma garumu. Šajā gadījumā priekšsprieguma virziens ir tieši pretējs lineārajai izplešanās pakāpei.
Bagāžnieku uzstādīšanas iezīmes
Polipropilēna līniju ieklāšana gravitācijas sildīšanas ierīces laikā tiek veikta saskaņā ar standartiem (GOST 21.602-79; GOST 21.602-2003), kas nosaka līnijas minimālo slīpumu virzienā uz zemāko punktu 0,5% līmenī. Tajā pašā laikā apakšējā punktā ir nepieciešams izvietot kanalizācijas vienību ar kanalizācijas krānu.
Cauruļvadi jāsadala sekcijās ar iespēju nogriezt šīs sekcijas, izmantojot slēgvārstus, piemēram, avārijas gadījumā. Pirms uzstādīšanas objektā vadības vārstiem un slēgvārstiem jāpārbauda, lai tie darbotos un kā tos noslēgtu / atvērtu.

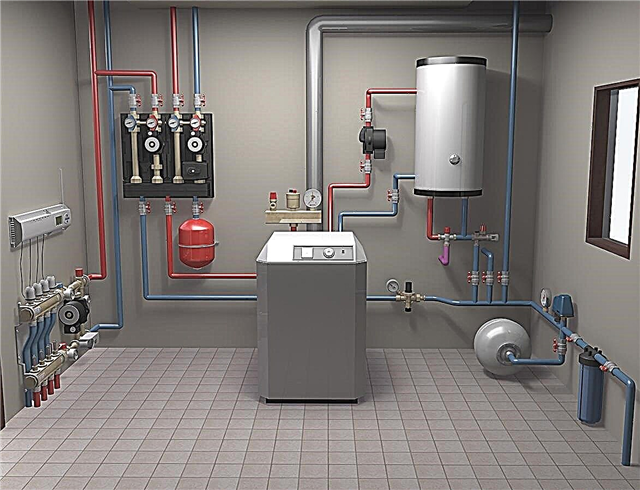
Uzstādot apkures sistēmu ar dzesēšanas šķidruma gravitācijas kustību, svarīgs tehnoloģiskais kritērijs ir slīpums. Pareizi izpildīts slīpums ir efektīvu un produktīvu būvdarbu atslēga
Montējot stāvvadus, īpaša uzmanība jāpievērš fiksētajiem balstiem un pareizas lineārās izplešanās kompensācijas shēmas izveidošanai.
Nepieciešamo stāvvada kompensācijas parametru var sniegt divējādi:
- Kustami balsti.
- Kompensācijas cilpa.
Apkures ierīces variantam parasta mājsaimniecības nekustamā īpašuma ietvaros parasti tiek izmantota tikai pirmā metode. Fiksētie balsti tiek novietoti uz stāvvada apgabalā zem un virs tee vai caurules savienojuma vietās. Šis stiprinājums novērš stāvvada pazemināšanos.
Apkures sistēmas vadiem jābūt izolētiem, ieskaitot armatūru un vārstus. Izņēmums ir cauruļu sekcijas, kas izliktas tieši viesistabā, kas būtībā ir apkures radiatoru turpinājums. Kā izolāciju ir ērti izmantot poliuretāna putu izolācijas caurules.
Sildīšanas radiatora siksna ir polipropilēna izstrādājumu apstrādes un lodēšanas piemērs, izmantojot īpašus instrumentus.
Cauruļu, kas izgatavotas uz polipropilēna pamata, izskats un to pielietojums praksē var ievērojami samazināt apkures sistēmu uzstādīšanas darbietilpību ierīcē, arī ar savām rokām. Šis modernais materiāls paver vairāk iespēju privātmāju īpašniekiem, kur apkures sistēmas darbina no iekšējiem avotiem - gāzes, elektrības, koka katliem.
Pastāstiet mums par savu pieredzi, kas iegūta, montējot cauruļvadu no polipropilēna caurulēm. Kopīgojiet vietnes apmeklētājus ar noderīgām tehnoloģiskām niansēm, kas nav apskatītas rakstā. Lūdzu, rakstiet komentārus zemāk esošajā blokā, uzdodiet jautājumus, publicējiet fotogrāfijas par raksta tēmu.