Neskatoties uz lētu un praktisku materiālu parādīšanos tirgū, vara caurules joprojām tiek veiksmīgi izmantotas apkures loku iekšējās elektroinstalācijas montāžai. Bet varš ir dārgs materiāls, tāpēc vara apkures cauruļu uzstādīšana jāveic, rūpīgi izpētot normas un noteikumus.
Gatavās sistēmas efektivitāte ir atkarīga no aprīkojuma kvalitātes un no prasmēm veikt savienojumus.
Ļaujiet mums kopā apsvērt vara cauruļvadu īpašības apkurei un to uzstādīšanas tehnoloģiju.
Atšķirības vara cauruļvados apkurei
Varam ir vesela virkne pozitīvu īpašību, pateicoties kurai tas izceļas no pārējiem materiāliem. Ja būvniecības projektā ir atļauts izmantot tik dārgus elementus, tad apkures sistēmas iekšējai elektroinstalācijai jums jāiegādājas vara cauruļu un veidgabalu komplekts tām summām, kuras tiek iesūknētas.
Vara cauruļvadu plusi:
- metāla spēja izplesties ļauj viegli panest dzesēšanas šķidruma augsto temperatūru, pēkšņus temperatūras lec un pat ūdens sasalšanu;
- tā paša iemesla dēļ var lieliski izturēt spiediena kritumus tīklā, kā arī iespējamo ūdens āmuru;
- sarkanīgs metāls ir izturīgs pret cieto ūdeni, kas satur piemaisījumus - kaļķi, hloru utt .;
- materiālam nav pilnīgas iekšējo sienu gluduma, tomēr zema raupjuma pakāpe aizsargā pret kaļķa veidošanos un rada nelielu pretestību dzesēšanas šķidruma kustībai;
- varš ir zināms, ka tā pretojas patogēno baktēriju attīstībai un pelējuma veidošanai;
- spēka un maiguma kombinācija ļauj jums izveidot dažādu dizainu cauruļvadus;
- dažos gadījumos apkures vadi veic dekoratīvu funkciju, lai gan telpas dekorēšanai ir ieteicamas drošākas HVS vai gāzes cauruļvada vara shēmas.
Lai nepieļautu svešķermeņu nogulsnēšanos caurulēs un nesamazinātu funkcionalitāti, dzesēšanas šķidrumam tiek izvirzītas īpašas prasības: ūdenim jābūt tīram, filtrētam.
Bet vara caurulēm ir savi trūkumi, no kuriem galvenais ir augstās izmaksas. Ja mēs salīdzināšanai ņemam divas metru garas caurules ar diametru 26 mm, kas izgatavotas no metāla-plastmasas un vara, tad pirmā maksās 147 rubļus, bet otrā - 486 rubļus. Izrādās, ka vara vadi iznāks vairāk nekā 3 reizes dārgāki.

Izmantojot metāla caurules, lai organizētu apkures lokus, nevajadzētu aizmirst, ka tās var sakarst līdz 70-80 ° С, tādējādi radot draudus iedzīvotāju veselībai
Varš ir selektīvs citiem metāliem, tāpēc veidgabali jāizvēlas uzmanīgi. Alumīnija, duralumīnija vai tērauda daļas izraisa elektroķīmisku reakciju un ātru koroziju.
Tāpēc parasti izmantojiet vai nu “dabiskos” vara savienotājus, vai arī misiņa, bronzas, hroma vai niķeļa savienojumus. Alvas vai lodēšanas PIC izmanto tikai lodēšanas procesā.
Cauruļu normatīvās prasības
Ja varš kā materiāls ir pilnībā apmierināts un izstrādājumu izmaksas netraucē, ir jāpārbauda visu sistēmas sastāvdaļu atbilstība valsts standartiem.

Informācija par cauruļu ražošanas standartiem atrodama GOST R 52318–2005 “Vara caurules ...”, kurā uzskaitītas prasības vara izstrādājumiem aukstam ūdenim, karstajam ūdenim, gāzes padevei, kā arī tvaika un ūdens sildīšanai
Noderīgi ir arī dokumenti, kas reglamentē vadu uzstādīšanu - STO NP “AVOK” 6.3.1–2007 “Vara cauruļvadi ...” un SP 40–108–2004 "Projektēšana un uzstādīšana ...". Prasības produktu klāstam, dzesēšanas šķidruma sastāvam un cauruļu īpašībām ir atdalītas ar atsevišķiem priekšmetiem.
Datu tabulas un diagrammas palīdzēs izvēlēties lodmetālus. Var būt noderīgi materiāli par aizsardzību pret pretkoroziju, remonta darbi un aprēķina metodes.
Instalācijas tehnoloģijas un noteikumi
Lai sāktu, apsveriet vispārīgos noteikumus par vara cauruļvadu uzstādīšanu. Kā jūs zināt, metāls ir lielisks diriģents. Lai nodrošinātu aizsardzību pret klaiņojošām straumēm, kā arī samazinātu korozijas risku, izstrādājumus varat izmantot polimēra apvalkā.
Attēlu galerija
Foto no
Iespēja izmantot svinu lodēt
Vara un alumīnija detaļu savienojums
Misiņa veidgabalu un adapteru izmantošana
Kuri radiatori ir vislabākie vara sistēmām
Privātajā praksē tas ir diezgan reti, bet rūpniecībā joprojām izmanto cauruļvadu montāžu no tērauda un vara. Šajā gadījumā stāvvadiem ieteicams izmantot tēraudu, bet vadiem - varu, tas ir, tērauda izstrādājumiem jābūt pirmajā pozīcijā atbilstoši dzesēšanas šķidruma plūsmai. Nepieciešami magnija savienotāji.
Ir vairāki veidi, kā savienot produktus, katra no tiem izvēle ir atkarīga no konkrētās situācijas:
- kapilāru lodēšana ar lodēšanu;
- saspiešanas veidgabali;
- presētas veidgabali;
- vītņota uzstādīšana.
Pēdējo metodi praktiski neizmanto, jo tā ir zaudējusi savu nozīmi. Lodēšana un gofrēšana atšķiras ar darbietilpības pakāpi, izpildes paņēmieniem, dažādu instrumentu klātbūtni, taču ir vienlīdz pieprasīti. Apsveriet trīs populāras cauruļvadu tehnoloģijas.
Kā savienot caurules ar kapilāru lodēšanu?
Lodēšana prasa ilgāku laiku, bet izgatavotās šuves ir izturīgas un necaurlaidīgas. Labākais risinājums ikdienas problēmu risināšanai ir mīksta lodēšanas izmantošana. Darba temperatūra nepārsniedz 250 ° C.
Cietlodēšanas sakausējuma izmantošana palielina izturību, taču darbam būs nepieciešams dārgs aprīkojums un īpaši apstākļi, jo lodēšanas process notiek vairāk nekā 700 ° C temperatūrā.
Ar lodēšanas palīdzību tiek izveidoti viengabala savienojumi, kas tiek veikti vai nu ar zvanveida metodi, vai armatūru palīdzību. Izmantojot zvanveida formu, viens caurules gals ir jāpaplašina tā, lai, kad elementi pievienotos, starp to sienām veidotos 0,2–0,3 mm plata atstarpe.
Tas ir piepildīts ar lodēšanu, pēc kura tiek izveidots noslēgts savienojums. Bet tuvāk apskatiet lodēšanu ar veidgabalu, kas ir vispopulārākais uzstādītāju vidū.
Materiāli un instrumenti darbam
Ir nepieciešams sagatavot vara caurules un veidgabalus, bet tas nav no pirmā acu uzmetiena, bet ir īpaši paredzēts lodēšanai.

Lodēšanas savienotāji un adapteri izceļas ar gludu virsmu un papildu rievu, uzgriežņu, gredzenu utt. Viņiem var būt taisna, leņķa, krusta forma - atkarībā no mērķa
Instrumenti darba veikšanai:
- gāzes deglis - pietiekami propāns;
- cauruļu paplašinātājs (kalibrators);
- cauruļu griezējs, jo metāla šķēres deformē caurules formu;
- šoferis;
- ierīces tīrīšanai un pulēšanai (smalks smilšpapīrs, sukas, lupatas).
Izvēloties lodēšanu, labāk ir pakavēties pie opcijas ar alvas pamatni. Bez alvas lodmetālā var būt arī bismuts vai sudrabs. Šis tips ir labs ar to, ka tā kušanas temperatūra ir daudz zemāka nekā vara izstrādājumiem.
Lasiet vairāk par lodēšanas līdzekļiem vara cauruļu cietlodēšanai, kas atrodams šajā materiālā.
Lodēšanas procesā lodēšana uzņems šķidru stāvokli un spēs hermētiski aizpildīt savienojošo spraugu, savukārt vara elementi nereaģēs uz augstu temperatūru.

Papildus lodēšanai ir nepieciešama plūsma. Šī ir sava veida smērviela elementiem, kuri ir jānovieto dokos. Plūsmu ar otu uzmanīgi uzliek cauruļu un veidgabalu virsmai
Instalācijas darbu ērtībai lodēšanai ar zemu temperatūru varat izmantot īpašus veidgabalus. Viņi atšķiras ar to, ka galos tiem ir šaura rieva, kas piepildīta ar lodēšanu.
Sadzīves darbiem raksturīga zemas temperatūras (mīksta) lodēšana, bet ražošanā tiek izmantota augsta temperatūra (cieta). Smags izskats tiek izmantots arī, savienojot gaisa kondicionēšanas caurules un saldēšanas ierīces.
Lodēšanas procesa apraksts
Varš ir kaļams materiāls, ar to nav grūti strādāt, taču, ja nav pieredzes, labāk vispirms trenēties uz nevajadzīgām cauruļu sekcijām.
Attēlu galerija
Foto no
Izmantojot cauruļu griezēju, īpašu instrumentu, mēs sagriež elementus. Labāk ir veikt operācijas tieši uzstādīšanas laikā, lai vajadzības gadījumā pielāgotu garumu
Ievietojiet fāzi caurulē un pagrieziet, līdz mēs noņemam malu, kas radās griešanas procesa laikā. Tas ir nepieciešams, lai caurules iekšpuse nekļūtu par šauru
Pirmkārt, ar to pašu slīpumu, bet tā otru pusi, un pēc tam ar smalku smilti, mēs apstrādājam caurules ārējo pusi tā, lai nebūtu skrambu un varš spīd
Lai palielinātu lodēšanas efektivitāti, ir nepieciešams rūpīgi notīrīt otro daļu - stūri, adapteri. Piemērots rīks ir skrūvgriezis ar sprauslu no parastās sukas
Kušņu uzklāšanai ir piemērota parasta līme kancelejas līme. Mēs ņemam šķīdumu nelielās porcijās un uz caurules virsmas izplatām plānu kārtu
Sagatavoto iztīrīto stūri liek caurules galā, kas pārklāts ar plūsmu. Lai savienojums būtu ciešāks, ar vieglām kustībām pieskrūvējiet cauruli stūrī
Pirms lodēšanas sākšanas noņemiet lieko plūsmu vai ielīmējiet. Tam noder parasts lupata. Kad virsma ir pilnībā notīrīta, ērtības labad daļa tiek nostiprināta ar vāku
Vienā rokā mēs ņemam lodēt, otrā degli un sākam uzmanīgi lodēt. Pēc caurules sildīšanas mēs vienā vietā ievietojam lodmetālu, pateicoties kapilārā principam, tas izplatīsies visā apgabalā
1. solis - vara caurules sagriešana noteikta lieluma segmentos
2. solis - malas noņemšana ar fāzi
3. solis - ārsienas sagatavošana lodēšanai
4. solis - stūra iekšējās virsmas apstrāde
5. solis - plūsmas vai pastas uzklāšana caurules galā
6. solis - caurules gala savīšana stūrī
7. solis - krustojuma tīrīšana ar lupatu
8. solis - mīkstais lodēšanas process
Savienojumam jāļauj atdzist, un pēc tam krustojumu rūpīgi jāizskalo ar tīru ūdeni. Ja jūs nenoņemat lodēšanas atlikumus, laika gaitā tie provocēs koroziju. Nav ieteicams paātrināt dzesēšanas procesu ar aukstu gaisu vai ūdeni, dabiskos apstākļos savienojumu atdzesē 7-10 minūtes.
Mēs arī iesakām izlasīt soli pa solim instrukcijas vara cauruļu lodēšanai. Lasīt vairāk - lasīt tālāk.
Drošības pasākumi
Lodēšana, atšķirībā no gofrēšanas savienojuma metodēm, ir bīstams notikums, kura laikā ir jāizmanto aizsarglīdzekļi. Papildus darba drēbēm, kas izgatavotas no blīva materiāla, ir nepieciešams valkāt cimdus, kā arī brilles ar īpašām brillēm vai plastmasu.

Manipulācijām ar degli nepieciešama uzmanība, precizitāte un profesionalitāte. Instrumentam jābūt izmantojamam, un degvielai jābūt piemērota sastāva. Labāk izmantot ierīces ar ērtu pjezo aizdedzi
Daži lodmetālu veidi satur fluoru un kadmiju, un, sildot plūsmu, izdalās arī kaitīgi savienojumi, tāpēc darbības laikā logu jātur atvērtu.
Montāžas instrukcijas ar veidgabaliem
Ir divu veidu gofrēšanas veidgabali - tā sauktā presēšana un saspiešana. Tie rada pilnīgi atšķirīgus savienojumus, tāpēc pirms darba sākšanas jums jāizlemj, kurus savienojumus jūs vēlētos redzēt: viengabalainus vai nosacīti noņemamus.
Presēšanas elementi ir līdzīgi lodēšanas veidgabaliem, bet tiem ir seklas padziļinājumi ar blīvēm malās. Izmantojot īpašas presēšanas knaibles, kurām ir dažādu diametru sprauslu komplekts, tiek veikta gofrēšana.
Tā rezultātā tiek izveidots saspringts viengabala savienojums, kuru nevar labot, un negadījuma gadījumā to ir iespējams nomainīt tikai.

Veikalā jūs varat redzēt detaļas, kas ir identiskas no pirmā acu uzmetiena, taču tām ir atšķirīgas īpašības (sastāvs, sienas biezums utt.). Siltumtehnika ar zaļu krāsu
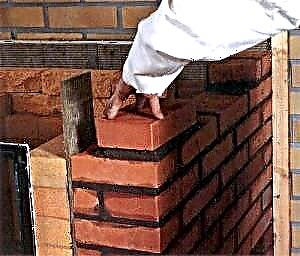
Presēšana rada spēcīgu, uzticamu detaļu savienojumu, saglabājot cauruļu ģeometriju un nedeformējot savienojošos elementus. “Mīksto” vara izstrādājumu presēšanai ir tāda nianse: pirms operācijas caurules iekšpusē tiek ievietota atbalsta uzmava, kas pretojas atbilstošā materiāla deformācijai.
Presēšanas process ir vienkāršs un neaizņem daudz laika. No instrumenta jums ir nepieciešams standarta komplekts cauruļu griešanai un apstrādei, kā arī preses žokļi ar labo sprauslu.
Attēlu galerija
Foto no
1. solis - misiņa vai vara savienojuma izvēle
2. solis - vara caurules un savienotājelementa savienošana (leņķis, šķērsgriezums, adapteris)
3. solis - atbilstošās vietas marķēšana
4. solis - presēšana ar speciālām presēšanas knaibles
Presēšana tiek uzskatīta par uzticamu metodi. Ja plānojat izolēt vara caurules, tad varat izmantot izolācijas caurules, kuras ir viegli nēsājamas pat uz izliektām konstrukcijām. Pēc presēšanas gatavo apkures tīklu var maskēt strobos, pārklāt ar dekoratīvu apvalku un ielej ar grīdu.
Otrais veidgabalu veids ir saspiešana. Tie atšķiras projektēšanas un uzstādīšanas procesā.

Vara cauruļu kompresijas veidgabali ir saliekamā ierīce, kas sastāv no trim daļām: misiņa vai vara korpusa, kompresijas gredzena, ko sauc arī par ieliktni, un uzgriežņa
Gofrēšanas procedūra ir šāda:
- uzgrieznis atslābinās uz sagatavotā caurules gala;
- tad tiek uzlikts kolāts;
- Visbeidzot, pieguļošais korpuss tiek uzlikts līdz galam;
- uzgrieznis tiek pieskrūvēts ar rokām ar vītni, vienlaikus nospiežot sadalīto gredzenu;
- savienojums tiek panākts ar regulējamu vai regulējamu uzgriežņu atslēgu.
Kompresijas gofrēšanas laikā griešanas gredzens cieši satver cauruli, izveidojot stipru un stingru savienojumu. Uzgrieznis laika gaitā var atslābt, tāpēc cauruļvadi ar šāda veida uzstādīšanu ir regulāri jāapkalpo.
Savienojumi ir nosacīti noņemami, jo tos var izjaukt, tomēr vajadzības gadījumā būs jānoņem fragments ar iespīlētu gredzenu un jāuzstāda jauns armatūra.
Atkarībā no cauruļvada atrašanās vietas, izstrādājumu diametra un uzstādīšanas apstākļiem varat izvēlēties vienu vai otru metodi. Noderīgi padomi par to piemērošanu ir sniegti šajos videoklipos.
Ieteikumi maza un liela diametra cauruļu presēšanai:
Kā lodēt:
Visu veidu veidgabalu pārskats:
Lodēšanas nianses - praktisks pielietojums:
Katrai cauruļu savienošanas metodei ir savas īpašības, kuras jāņem vērā projektēšanas stadijā. Gofrēšanas tehnoloģijas ir vienkāršākas, savukārt lodēšanai nepieciešama pieredze un profesionālas prasmes.
Ja pats cauruļvada montāža šķiet sarežģīta, mēs iesakām pieaicināt palīgu speciālistu un viņa vadībā uzstādīt apkures tīklu no vara caurulēm.
Ja jums ir nepieciešamā pieredze un zināšanas vara cauruļvadu uzstādīšanā, dalieties tajā ar mūsu lasītājiem. Varbūt jūs zināt dažus uzstādīšanas smalkumus, kurus mēs šajā rakstā neminējām? Lūdzu, atstājiet savus komentārus zemāk esošajā lodziņā.