Caurulē izliektas caurules ir pielietojamas naftas un ķīmiskajā rūpniecībā, mašīnu un aparātu ražošanā. Neviens arhitektūras vai celtniecības projekts nav pilnīgs bez tiem.
Pagriezieniem var izmantot visu veidu veidgabalus, taču tad var rasties noplūdes, un dažreiz tas ir vienkārši nepieņemami estētisku iemeslu dēļ. Cauruļu liekšana nodrošina pievilcīgāku izskatu un augstu uzticamību - process, kas nepārkāpj to integritāti.
Mēs jums pateiksim, kā vislabāk saliekt metāla cauruli gan aukstā, gan karstā tehnoloģijā. Mūsu iesniegtajā rakstā ir aprakstīta no dažādiem materiāliem izgatavoto liekto cauruļu specifika. Dotas darba ar profilu un parastajām apaļajām caurulēm pazīmes.
Liekuma procesa iezīmes
Katram metālam ir savas īpašības, bez viņu apsvērumiem nav iespējams piešķirt velmētajam metālam sarežģītu formu. Liekuma cauruli ietekmē radiālie un tangenciālie spēki.
Bijušie deformē sekciju, bet pēdējie veicina kroku parādīšanos. Galīgā rezultāta galvenā prasība ir tāda, ka caurules šķērsgriezumam vajadzētu palikt nemainīgam, un uz sienām nevajadzētu būt gofrēm. Liekšana ļauj minimizēt metinājumu skaitu, uzliekot cauruļvadus ar visa veida līkumiem.
Attēlu galerija
Foto no
Cauruļu liekšana visbiežāk tiek pieprasīta, veidojot rāmjus siltumnīcu, nojumju, ieejas grupu, verandu, dārza mēbeļu uzstādīšanai. Rezultāts ir visizturīgākā pamatne koka, metāla, polikarbonāta daļu montāžai
Cauruļu liekšana, lai saliktu cauruļvadus, samazina veidgabalu skaitu un līdz ar to punktu skaitu, kas apdraud noplūdi. Tomēr, neizmantojot specializētu instrumentu, cauruļu liekšana nav vēlama. Amatiera centienu rezultātā šķērsgriezums samazinās, tāpēc mainās barotnes spiediens un līnijas caurlaidspēja
Lai iegūtu ideālu lieces rādiusu bez nozīmīgām caurules sekcijas deformācijām, tiek izmantotas liekšanas ierīces un instalācijas
Ja caurules liekšana ir reti sastopama, pietiek ar to, lai izveidotu plāksni ar stobriem caurules atbalstam vai izgatavotu rokas instrumentu no improvizētiem materiāliem
Izliektas caurules deformācijai pa vienu norādīto rādiusu var izgatavot serdi - ierīci ar noapaļotu malu, kuras forma ir piestiprināta pie saliekamās caurules
Izmantojot metodi, kā darboties, visas liekšanas mašīnas tiek sadalītas mehāniskajās un elektriskajās. Saskaņā ar darbības principu tie ir sadalīti veltņos (veltņos) un hidrauliskajos
Domkratu, sviru, hidraulisko virzuļu iekļaušana mašīnas ķēdē ļauj ievērojami atvieglot liekšanos, samazinot fizisko piepūli
Manuālos liekšanas instrumentus un stacionārās mašīnas ar hidraulisko liekšanas mehānismu var vadīt ar elektrisko piedziņu
Cauruļu liekšana rāmja veidošanai
Slikts santehnikas caurules saliekums
Trīs ruļļu liekšanas mašīna
Vienkāršākais manuālais cauruļu lokotājs
Špaktele metāla liekšanai
Liekšanas process uz liekšanas mašīnas
Darbgalds ar hidraulisko virzuli
Ar elektrību darbināma hidrauliskā mašīna
Cauruļu liekšanas metodes
Balstoties uz nepieciešamo lieces leņķi, caurules materiālu un diametru, liekšanu var veikt manuāli vai izmantojot īpašu aprīkojumu. Izšķir arī karstu un aukstu liekšanos, piepildot caurules dobumu un nepiepildot to.

Šeit ir diagramma, formulas un ieteikumi cauruļu liekšanas parametru aprēķināšanai, kas ir laba rezultāta garantija
Pēc slodzes izbeigšanās rodas tāda parādība kā atspere, kas ir tieši proporcionāla materiāla elastības modulim. Iespējamo deformāciju lielums ir atkarīgs arī no pielietotās lieces metodes un objekta ģeometrijas.
Karsto tehnoloģiju specifika
Šo metodi izvēlas, ja ir nepieciešams saliekt cauruli ar diametru 10 cm vai vairāk.Putiņas tiek deformētas gan manuāli, gan izmantojot mehānismus. Ir tāda lieta kā minimālais lieces rādiuss.
Caurules zonas garumu, kas jāuzsilda, nosaka, pamatojoties uz caurules diametru un lieces leņķi. Turklāt noapaļošana nedrīkst būt mazāka par caurules diametru 3 reizes.
Apsildāmās zonas garumu atrodiet pēc formulas:
L = α x d / 15
Formulā: L ir vēlamais garums mm, α ir lieces leņķis grādos, d ir caurules ārējais diametrs mm, 15 ir koeficients. Pieņemsim, ka caurule ar diametru 200 mm ir jābūt saliektai 60 ° leņķī, tad L = 60 x 200/15 = 800 mm, t.i. 4 diametri.

Minimālo pieļaujamo lieces rādiusu ūdens un gāzes caurulēm saskaņā ar GOST 3262-92 prasībām var ņemt no tabulas
Lai saliektu cauruli, tā jāuzsilda līdz 900⁰. Optimālā temperatūra, lai sāktu liekties, ir 760⁰, bet beigās - 720⁰C. Sadedzinot materiāla stiprības īpašības pasliktinās.
Karstās liekšanas process ietver vairākas operācijas:
- veidnes izgatavošana;
- smilšu iesaiņošana;
- zemes gabala marķēšana;
- siltums;
- liekšanās.
Lai caurules šķērsgriezums nedeformētos un saliekums neveidotos uz tās iekšējās daļas pie līkuma, iekšējo telpu piepilda ar kvarca smiltīm.
Smiltis provizoriski žāvē un kalcinē, lai noņemtu organiskos piemaisījumus 150 līdz 500 ° C temperatūrā, un pēc tam tās izlaiž caur smalku sietu ar linuma acs izmēru 3,3 x 3,3 mm. Pirms sākat pildīt cauruli, jums ir jāpievieno viens tās gals.
Kā kontaktdakšas tiek izmantoti koka vai metāla aizbāžņi ar atveri gāzu izvadīšanai. Smalkas un mitras smiltis nevar izmantot, jo pirmais tiek saķepināts un, saskaroties ar karstumu, stingri pielīp pie cauruļu sienām.
Otrais, veidojot tvaiku, veicina augsta iekšējā spiediena parādīšanos, kas var izraisīt korķa izslīdēšanu. Nav pieļaujams, ka iesaiņojumā ir oļi, tie var izstumt caur caurules sienu.
Caurules pildīšanas process ir ļoti laikietilpīgs, tāpēc tas tiek nogādāts tornī un piešķir tam nedaudz slīpi vai vertikāli. Tā kā līkuma kvalitāte ir tieši atkarīga no iesaiņojuma blīvējuma, caurules tiek nepārtraukti vītas visā procesa laikā. Slāpēta skaņa norāda uz labu sagataves piepildījumu.
Pirms sākt tieši pie galvenās operācijas, turpmāko līkumu sekcijas tiek uzzīmētas uz ar smiltīm piepildītas caurules, pievienojot veidni. Apkures caurules krāsnīs vai kurtuvēs. Tās saliekt gan manuāli, gan mehāniski.
Pēdējā gadījumā tiek izmantotas īpašas plāksnes, kas aprīkotas ar vilces statņiem, ar kuru palīdzību tiek fiksēta apsildāmā caurules daļa un ar skavām, kas kalpo caurules gala noturēšanai uz plāksnes. Caurules pretējā galā tiek uzlikts kabelis, kura spriegojums ar vinčas vai spirāles palīdzību izraisa caurules liekšanos.
Lai novērstu cauruļu sienu deformāciju, statīva caurules telpā tiek novietotas blīves - taisnas vai izliektas. Brīvais gals ar tam pievienotu kabeli ir nostiprināts ar statīvu. Procesa laikā kontrolējiet caurules ģeometriju, periodiski uzklājot tai veidni.
Liekot cauruli vēlamajā leņķī, kontaktdakšas no tā tiek noņemtas, izdedzinot vai vienkārši izsitot. Izlej smiltis, cauruli notīra un mazgā. Veiciet galīgo liekuma pārbaudi, izmantojot veidni.
Aukstā locīšana
Lai mainītu maza diametra cauruļu konfigurāciju, tiek izmantoti dažādi rokas instrumenti, lieliem - mehanizēti cauruļu lokotāji. Mājās visbiežāk ir nepieciešams saliekt ūdens un gāzes tērauda caurules, ko izmanto ūdens apgādes un apkures sistēmu būvniecībā.
Caurules saliekšana zem 90⁰ tiek saukta par līkumu, 180⁰ - par kalach, ar plecu - audu, cilpas formā - iekavu.

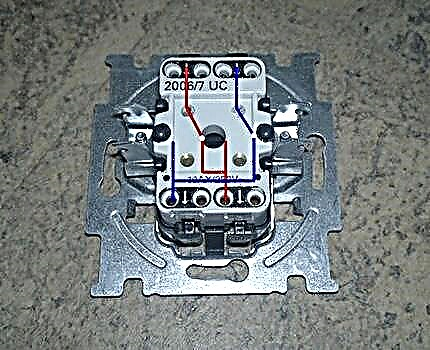
Ja cauruļu liekšana notiek reti, pietiek ar krājumu uz vienkāršākajām ierīcēm. Metāla plāksne ar caurumiem, kuros tiek uzstādīti tapas atkarībā no rādiusa (2. att.), Vai serdeņš - vertikāli uzstādīta dubultā plaknei paralēla plāksne ar izliekuma leņķa izmaiņām (3. att.)
Manuālai saliekšanai ir arī citas ierīces. Mājās, lai ražotu spoli ūdens sildīšanai, nerūsējošā tērauda caurule ar diametru aptuveni 20 mm tiek vienkārši savīta uz liela diametra caurules gabala. Iepriekš kronšteinu metina uz lielas caurules, uzliek uz balstiem un sasprauž.
Caurule ir cieši iesaiņota ar smiltīm un aizvērta ar korķiem, pēc tam ievietota stiprinājumā un sākas tinums. Caurule, ko izmanto kā veidni, ir jāpārvieto, tāpēc būs nepieciešami vismaz divu cilvēku centieni. Pabeidzot tinumu, spole tiek izlīdzināta.

Šādā ierīcē tiek saliektas caurules ar diametru līdz 2 cm.Tas ir piestiprināts pie darbagalda, izmantojot plāksni (1) un rumbu. Veidnes veltnis (6) ir nostiprināts uz plāksnes un rumbas kopējās ass. Kustīgo rullīti (2) piestiprina ar stiprinājumu (4), kam ir rokturis (3) .Putene tiek novietota starp veltņiem tā, lai tās gals iekļautos skavā (7). Kronšteins caur rokturi tiek pagriezts ap veidni, lai iegūtu vēlamo lieces leņķi
Nerūsējošā tērauda cauruļu vai cita materiāla saliekšanu mājās var veikt, izmantojot vienkāršāko instrumentu. Ieteicams pieteikties nelielu darbu apjomam.
Ar savām rokām var uzbūvēt vienkāršu mehānisku mašīnu caurules liekšanai, it īpaši, ja jums ir metinātāja prasmes un jūs esat pazīstams ar metināšanas mašīnu:
Attēlu galerija
Foto no
Rullīšu liekšanas mašīnas gadījums
Stingra veltņu vai veltņu montāža
Rotējošās bukses ar gultņiem
Ķēdes piedziņa vienlaicīgai rotācijai
Mašīna liekšanas mašīnai
Bench Mini liekšanas mašīna
Korpuss ar spraugām apakšējo veltņu pārvietošanai
Rīkoties kā ar mašīnas piedziņu
Primitīvas cauruļu liekšanas ierīces ražošanai ir nepieciešama betona plāksne, metāla tapas un perforētājs. Plāksne ir sadalīta šūnās 40 x 40 vai 50 x 50 mm. Šūnu stūros ar perforētāju tiek urbti caurumi un tajos ievietotas tapas.
Cauruļveida izstrādājumu ievieto starp tapām un, pieliekot spēku, saliec. Precizitāte ar šo saliekuma metodi nav ideāla, taču, lai apstrādātu sagatavi mājās, pietiek ar to. Lai saliektu ar lielāku precizitāti, varat izmantot ierīci, kas izgatavota uz domkrata pamata.

Lai izgatavotu hidraulisko liekšanas mašīnu, jums ir nepieciešams domkrats, kas var izturēt 5 tonnu slodzi, spēcīgu pamatni un tapas. Caurules ir saliektas, izmantojot kurpes. Šo elementu lielumam jāatbilst saliektās caurules parametriem
Lai caurules iekšējais lūmenis nedeformētos, izmantojiet līdzekļus, kas neitralizē šo procesu no iekšpuses. Kā iekšējo ierobežotāju visbiežāk izmanto smiltis. Tajā pašā laikā caurules vienā galā tiek ievietots spraudnis, un caur otro ielej smiltis, pēc tam tas ir aizsērēts ar korķi. Tālāk tiek veikta liekšana.
Dažreiz ierobežotājs ir speciāli šim nolūkam izgatavots atspere. Tinumam izmantojiet stiepli ar diametru no 1 līdz 4 mm. Atsperei vajadzētu brīvi iekļūt caurulē līkuma vietā; daļa stieples tiek atstāta ārpusē.
Rokas instrumentu, portatīvo un stacionāro mašīnu hidrauliskā sistēma ievērojami atvieglo liekšanas procesu un paātrina cauruļu deformācijas procesu:
Attēlu galerija
Foto no
Pārvietojams hidrauliskais liekšanas rīks
Vienkāršākā pārnēsājamās mašīnas hidraulika
Maināms metāla segments cauruļu liekšanai
Ierīce saliekamās caurules nostiprināšanai
Hidraulisko instrumentu funkcijas
Stacionāra hidrauliskā mašīna ar elektrisko piedziņu
Hidrauliskā sistēma darbībai ar cauruli
Pastmarku veidne precīzai cauruļu liekšanai
Pēc saliekšanas atsperi noņem, velkot stiepli. Ja strādājat ar cauruli ar kvadrātveida šķērsgriezumu, atsperes ražošanai tiek izvēlēta stieple ar tādu pašu šķērsgriezumu.
Šim nolūkam ir piemērots arī stiepļu saišķis, kas sastāv no atsevišķiem segmentiem, kas pa vienam virzās uz iekšu nākamā līkuma vietā. Pēc operācijas pabeigšanas segmentus noņem arī pa vienam. Jūs varat manuāli saliekt nerūsējošu cauruli ar šķērsgriezumu līdz 4 cm un sienas biezumu 0,3 cm.

Parastās cauruļu manuālās liekšanas metodes: ar ieskrūvēšanu, ar tinumu, uz diviem balstiem, saliekot ar zīmējumu. Pēdējo metodi izmanto bezšuvju plānsienu cauruļu materiālam. Tādā veidā maza garuma caurules ir saliektas nelielā leņķī
Lai strādātu ar lielu diametru, jums ir nepieciešams profesionāls aprīkojums. Ir cauruļu liekšanas mašīnas, kas aprīkotas ar serdi. Šis konstrukcijas elements ir parasts metāla stienis.

Cauruļu saliektājos var saliekt caurules ar dažādu ģeometriju un šķērsgriezuma izmēriem. Tas ir universāls aprīkojums, kā Ir iespējama dažādu diametru un dažādu materiālu izstrādājumu liekšana, sākot no oglekļa tērauda un beidzot ar krāsaino metālu caurulēm. Vismodernākās mašīnas tiek vadītas elektroniski
Pirms liekšanas procesa uzsākšanas tas tiek ievietots iekšpusē, lai novērstu cauruļu sienu deformāciju. Komplektā iekļautajiem stienīšiem ir atšķirīga sadaļa, tāpēc noteiktam cauruļu izstrādājumu diametram varat izvēlēties pareizo.
Krāsaino metālu cauruļu konfigurācijas maiņa
Krāsaino metālu īpašība ir ļoti noderīga - augsta elastība. Tomēr viņiem nav pietiekamas izturības. Liekšanas laikā, spiedes un stiepes spēku pielietošanas rezultātā, cauruļvads var sabrukt vai plīst. Lai tas nenotiktu, jums stingri jāievēro tehnoloģija.
Kā saliekt vara un misiņa caurules?
Varu, kā arī misiņa cauruļu liekšanai tiek izmantotas gan karstās, gan aukstās metodes. Izvēloties pirmo kā iekšējo pildvielu, izvēlieties smiltis, otro - izkausētu kolofonu. Liekšanas tehnoloģija ir tāda pati kā tērauda caurulēm.
Cauruļu izstrādājumi no vara un misiņa pirms aukstā liekšanas tiek atkvēlināti un sekojoši atdzesēti. Temperatūras diapazons abiem materiāliem ir vienāds - no 600 līdz 700 ° C. Atšķirība ir dzesēšanas vidē - varš tiek ievietots ūdenī, bet misiņš tiek atdzesēts gaisā.
Pēc procesa pabeigšanas kolofonu noņem, to kausējot. Lai novērstu caurules plīsumu, process nekādā gadījumā nesākas no caurules vidus, tikai no galiem. Kā liekšanas ierīces tiek izmantoti gan vienkārši instrumenti, gan sarežģīti darbgaldi.
Manuālie cauruļu lokotāji darbojas cilvēka fizisko piepūļu dēļ, un hidrauliskie samazina šos centienus. Gan tie, gan citi ir aprīkoti ar maināmām sprauslām, lai varētu izvēlēties vēlamo diametru.

Minimālo rādiusu vara un misiņa cauruļu liekšanai regulē attiecīgi GOST 617-90 un GOST 494-90. Eksperti neiesaka lietot šo rādiusu bez īpašas vajadzības. Vienmēr labāk ir darīt to ar lielo vērtību
Ar vara un misiņa caurulēm ir daudz vieglāk strādāt nekā ar tērauda caurulēm, bet metāla deformācija lieces laikā notiek saskaņā ar tiem pašiem fizikas likumiem. Uz saliektas sekcijas ārējā virsma izjūt spriedzi, kā rezultātā sienas kļūst plānākas.
Caurules iekšpusē notiek apgriezti procesi - siena saraujas un kļūst biezāka. Pastāv risks pagriezt apļveida šķērsgriezumu ovālā formā un samazināt nosacīto caurlaidību, tāpēc jūs nevarat sākt liekties, neveicot pasākumus, lai novērstu šīs parādības.
Alumīnija cauruļu liekšana
Galvenās alumīnija cauruļu liekšanas metodes ir tādas pašas kā misiņa vai vara:
- stumšana starp veltņiem;
- ripo;
- ritošā prom;
- spiediens.
Pirms izlemjat par to, kā un kā saliekt alumīnija caurules, jums jāiepazīstas ar katru no tām. Pirmo metodi izmanto plānsienu caurulēm ar maksimālo diametru 10 cm, kad jums jāsaņem maigs līkums ar nelielām precizitātes prasībām. Šeit tiek stingri regulēts minimālais rādiuss. Tās vērtība ir 5-6 caurules diametri.
Diagrammas izliekums nosaka novirzīšanas veltņa stāvokli. Tādā veidā visbiežāk izgatavo interjera dekoratīvos elementus. Otrajā veidā tiek saliekts liela diametra cauruļu materiāls, kuram tiek izmantoti 3 rullīšu cauruļu lokotāji. Caurule tiek ievilkta starp piedziņas veltņiem, kuru orientācija nosaka lieces rādiusu.

Fotoattēlā ir stacionārs elektriskais 3-rullīšu cauruļu lokotājs, taču ir arī manuāli pārvietojamie aprīkojuma modeļi. Uz tā sagatave pārvietojas pa veltņiem un noliecas noteiktā leņķī visā garumā. Šādā mašīnā jūs varat mainīt caurules konfigurāciju, saliekot to ar gredzenu, spirāli vai padarot loka ar lielu rādiusu
Šīs metodes precizitāte ir pat zemāka nekā iepriekšējā, taču daļu var pakļaut atkārtotai liekšanai un procesa atkārtošanai, līdz tiek iegūta vēlamā ģeometrija.
Alumīnija plānsienu cauruļu liekšanu var veikt manuāli, pareizi sagatavojot:
Attēlu galerija
Foto no
1. posms: alumīnija caurules liekšanas metodes izvēle
2. posms: caurules piepildīšana ar smiltīm
3. posms: liekšanas caurules rādiusa aprēķināšana
5. posms: alumīnija caurules liekšana ar rokām
Atsitiena metode neparedz iekšējā pildījuma klātbūtni, tāpēc to neizmanto mazu rādiusu iegūšanai. Izvēloties šo metodi, tas nedarbosies, lai izpildītu stingrās prasības attiecībā uz sekcijas ovālumu līkumā.
Alumīnija caurules deformācijai ar spiediena palīdzību tiek izmantotas preses ar presēm ar uzmontētām presēm ar vēlamās formas matricu. Dotā ģeometrija tiek iegūta, ietekmējot spiedienu no ārpuses.
Dažos gadījumos spiediens var būt iekšējs, kad caurule ir ievietota veidnē un šķidrums tiek piegādāts iekšā ar spiedienu, kas ir pietiekams, lai to piespiestu pie sienām.
Nav viegli saliekt duralumīnija caurules, jo šis materiāls ir diezgan ciets un pavasarīgs. Lai atvieglotu procesu, tie tiek atlaisti tieši pirms lieces temperatūrā no 350 līdz 400 ° C, pēc tam viņi gaida, līdz caurules dabiski atdziest gaisā.
Liela diametra cauruļu liekšanas metodes
Salīdzinoši nesen parādītās metodes ir cauruļu liekšana, iesaistot rūpnieciskas un augstfrekvences strāvas, un liekšana ar spriegojumu. Pirmajā gadījumā tiek izmantota augstas veiktspējas augstfrekvences iekārta, kurā caurule ar diametru 95 - 300 mm tiek uzkarsēta, saliekta un atdzesēta.
Tas sastāv no divām daļām - mehāniskās daļas liekšanas mašīnas formā un elektriskās, ieskaitot elektrisko daļu un augstfrekvences instalāciju.
Caurule tiek deformēta tikai apsildāmā vietā, kas atrodas induktora zonā. Ģeometrijas maiņa uz iepriekš noteiktu izmēru notiek novirzīšanas veltņa ietekmē. Izmantojot šo metodi, var iegūt līkumu ar mazu rādiusa izliekumu.
Liekšana, izmantojot otro metodi, tiek veikta liekšanas mašīnās, kuru komplektā ietilpst rotācijas galds. Uz cauruli iedarbojas lieli stiepes un lieces spēki. Tas dod jums stāvus izliektus līkumus ar nemainīgu sienas biezumu visā apkārtmērā.
Metodi izmanto liela diametra cauruļu liekšanai, ko izmanto aviācijā, automobiļu rūpniecībā un kuģu būvē, kur cauruļvadam tiek izvirzītas augstas prasības. Priekšrocība ir spēja saliekt caurules ar sienu no 2 - 4 mm līdz 180⁰.
Funkcijas ir elastīgs profila sortiments
Profila cauruļu izstrādājumiem ir estētiskāks izskats nekā to kolēģiem ar apaļu šķērsgriezumu, tāpēc to bieži atrod mājsaimniecības konstrukcijās. Liekoties, kompresijas spēki to ietekmē no iekšpuses, bet stiepes spēki - no ārpuses. Pirms turpināt šo darbību, uzmanīgi izvēlieties lieces metodi.
Attēlu galerija
Foto no
Siltumnīca ar rāmi no saliektas profila caurules
Koka sols ar metāla pamatni
Galdu komplekts ar soliem
Šūpuļkrēsls ar saliektām pīpēm
Nojume šūpoles ar lapotni
Lapene ar noapaļotu jumtu
Autostāvvietas būvniecība valstī
Profila sortimentā ietilpst caurules ar šķērsgriezumu kvadrāta, ovāla, taisnstūra formā.
Ir vairākas nianses, un par tām nevajadzētu aizmirst, mājās darot elastīgas profila caurules bez īpaša aprīkojuma:
- Profilētu cauruļu ar plānām sienām un līdz 2 cm sekciju optimālais saliektās sekcijas garums ir caurules augstums, kas reizināts ar 2,5.
- Biezu sienu caurulēm lieces zonas garumu nosaka, reizinot šķērsgriezumu ar trīs. Pretējā gadījumā nevar izvairīties no materiāla plaisāšanas no ārpuses vai tā deformācijas no iekšpuses.
- Izliekuma rādiusa minimālā vērtība ir lieces sekcijas reizes 2,5.
Neņemot vērā šīs prasības, jūs pat nevarat cerēt uz labu rezultātu. Liekšanas metodes neatšķiras no tām, kuras izmanto, strādājot ar izstrādājumiem ar apaļu šķērsgriezumu. Turklāt, izmantojot šķērsvirziena griezumus, kurus veic trīs caurules pusēs, varat izmantot manuālās liekšanas metodi.
Izgriezumu garumu un to skaitu nosaka ar aprēķinu. Pieņemsim, ka ir caurule 40 x 90 mm. Ir nepieciešams veikt pilnu pagriezienu, t.i. salieciet gar sienu 40 mm 180 ° leņķī ar 150 mm rādiusu. Vispirms aprēķiniet pusloka garumu ārējā rādiusā:
L = (2π r: 2 = 2x 3,14 x 190): 2 = 596,6 mm
Iekšējam rādiusam aprēķini ir vienādi:
LVL = (2 x 3,14 x 150): 2 = 471 mm.
Iekšējā rādiusa griezumu garumu summu nosaka pēc formulas: Lout = L - Lin = 596,6 - 471 = 126 mm.
Tie, kas vēlas izgatavot manuālu cauruļu lokotāju vai mašīnu profila caurules liekšanai ar savām rokām savos izstrādājumos, atradīs daudz noderīgas informācijas, diagrammu un noderīgu ieteikumu.
Ja uzskatāt, ka dzirnaviņas var veikt griezumu ar platumu 5 mm, tad liekšanas plaknē ar garumu 126 mm iegūs 25 spraugas, pēc kurām caurule tiek saliekta, līdz griezumu malas nonāk saskarē. Spraugas tiek uzlietas, un šuves notīra.

Profila cauruļu liekšanai parastie cauruļu lokotāji nav piemēroti. Šim nolūkam ir īpašas cauruļu liekšanas mašīnas, taču pat ar šādu aprīkojumu gandrīz nav iespējams iegūt pareizu leņķi. Vieglāk metināt vai izmantot veidgabalus.
Ir vēl viens veids, kā profils un apaļās caurules ir saliektas, bet to var izmantot tikai ziemā. Šim nolūkam caurules galos ievieto kontaktdakšas, iekšpusē ielej ūdeni un pagaidiet, līdz tas sacietē. Caurule ir saliekta, kontrolējot procesu ar veidni, pēc tam kontaktdakšas tiek noņemtas un šķidrums tiek noņemts.
2. klips. Kā jebkuras sekcijas cauruli saliekt aplī:
3. klips. Mājas apstākļos gatavots cauruļu lokotājs ir mājsaimniecībā nepieciešama lieta:
Veicot remontu vai būvējot māju, bieži rodas nepieciešamība saliekt cauruli - apaļu vai profilu. Ja apjoms ir mazs, varat to izdarīt pats. Cauruļu izstrādājumu masveida saliekšana ir iespējama tikai ar speciālu aprīkojumu.
Pastāstiet mums par to, kā jūs saliecāt metāla cauruli siltumnīcai vai citiem mērķiem. Kopīgojiet vietnes apmeklētājus ar tehnoloģiskajām niansēm, kuras zināt tikai jums. Lūdzu, rakstiet komentārus zemāk esošajā blokā, ievietojiet fotoattēlu par raksta tēmu, uzdodiet jautājumus.